CNCRay olarak, kalite standardını bozmadan “kusursuzluk” ilkesiyle profesyonel üretim yapıyoruz ve her üründe mükemmelliği tüm detaylara yansıtıyoruz.

Asansör kılavuz rayları TS ISO 7465/ Mart 2011 İnsan ve Yük Asansörleri-Kılavuz Raylar, Asansör Kabinleri ve Karşı ağırlıkları için-T Tipi 2011 standardına göre soğuk çekme veya makine ile işlenerek yapılabilir. İmalat usulüne göre soğuk çekilmiş raylar “A” ile, makine ile işlenmiş raylar “B” ile ve makinada işlenmiş yüksek kaliteli raylar “BE” harfleri ile gösterilir.
Rayın kategorize edilerek isimlendirilmesinde 5 bölüm vardır.
ÖRNEKLER:
TS ISO 7465-T70/A
TS ISO 7465-T89/B
TS ISO 7465-T90/BE
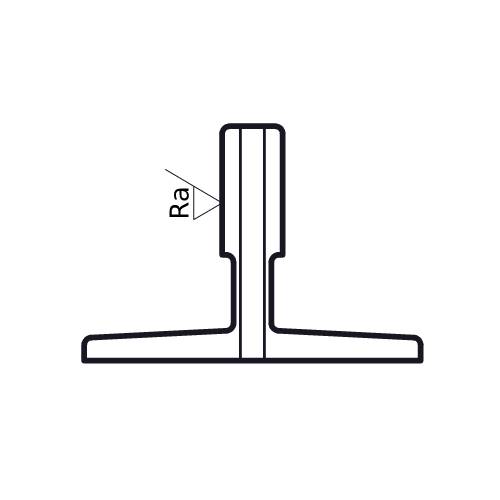
Yüzey pürüzlülüğü, yüzey yapısının bir ölçüsüdür. Talaşlı mekanik imalat ya da kimyasal ve fiziksel üretim süreçleri nedeniyle gerçek yüzeyin ideal biçiminden dikey sapması olarak ölçülmektedir. Bu sapmalar büyük olduğunda yüzey pürüzlü demektir. Değer küçük olduğunda yüzey pürüzsüz demektir. Yüzey pürüzsüzlük ölçüm cihazları ile ölçülür ve Ra değeri ile saptanır.
Soğuk çekim raylar ile makinada işlenmiş B/BE tipi raylar arasında ortaya çıkan en büyük farklardan biri yüzey pürüzsüzlüğüdür. Ray palasının üzeri kullanıcılara konfor ve hız sağlamak için hatasız ve pürüzsüz olmalıdır. Pala yüzey pürüzsüzlüğünün, acil durumlarda fren mekanizmasının fren mesafesi üzerinde büyük etkisi vardır.
Yüzey pürüzsüzlüğü soğuk çekim raylarda (A tipi) uzunlamasına ve enine 1,6 µm ≤ Ra ≤ 6,3 µm olabiliyorken; B ve BE tipi makine ile işlenmiş raylarda uzunlamasına Ra ≤ 1,6 µm, enine 0,8 µm ≤ Ra ≤ 3,2 µm değerlerini taşımalıdır.
| Yüzey Pürüsüzlüğü | Soğuk Çekim | İşlenmiş(B) | Yüksek Kaliteli İşlenmiş(BE) |
| Uzunlamasına | 1,6 µm ≤ Ra ≤ 6,3 µm | Ra ≤ 1,6 µm | Ra ≤ 1,6 µm |
| Enine | 0,8 µm ≤ Ra ≤ 3,2 µm | 0,8 µm ≤ Ra ≤ 3,2 µm |
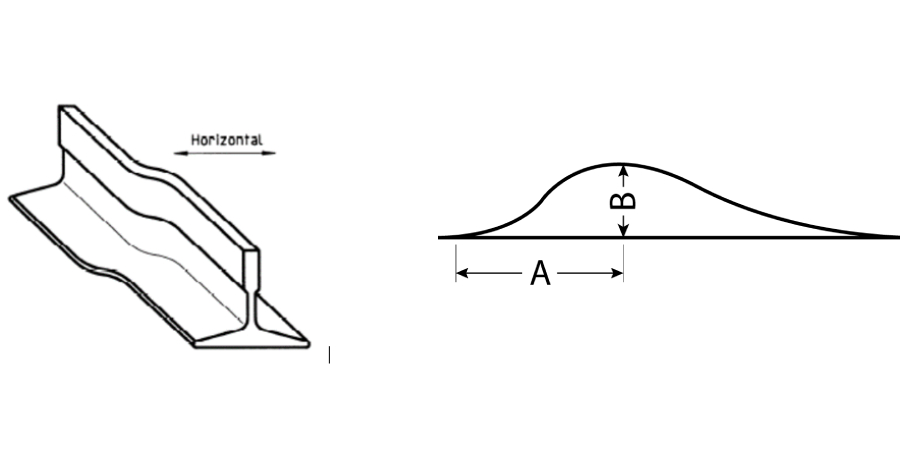
Doğruluk bir yüzeyin mükemmel düzlükten ne kadar saptığını tanımlar. Mükemmel düzlük yüzeydeki tüm noktalarının aynı düzlemde olma durumudur. Kılavuz ray üzerindeki bir bükülme noktası paten üzerinde bir reaksiyon kuvveti oluşturarak kabinin hatalı hareket etmesine neden olur. Titreşim yaratarak yolcu konforunu ve asansör hızını olumsuz etkiler.
| Doğruluk | İşlenmiş(B) | Yüksek nitelik işlenmiş (BE) |
| B/A | 0,0010 | 0,0004 |
| B/5 m | 1 mm | 0,5 mm |
γ max = 1mm/5m
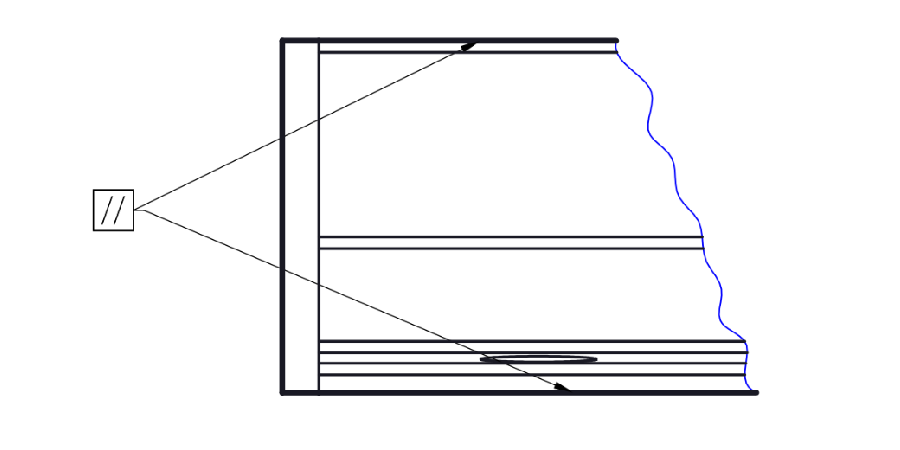
Asansör kılavuz rayının pala üst yüzeyi ile ayak tabanı yüzeyinin birbirine olan paralelliği olarak ifade edilir. TS ISO 7465 standarlarının kabul ettiği tolerans sınırı ≤0,05 mm’dir. Paralellik birleştirme noktalarında rayların tam uyumunu, böylelikle kabinin rahat ve titreşimsiz şekilde hareketini sağlar.
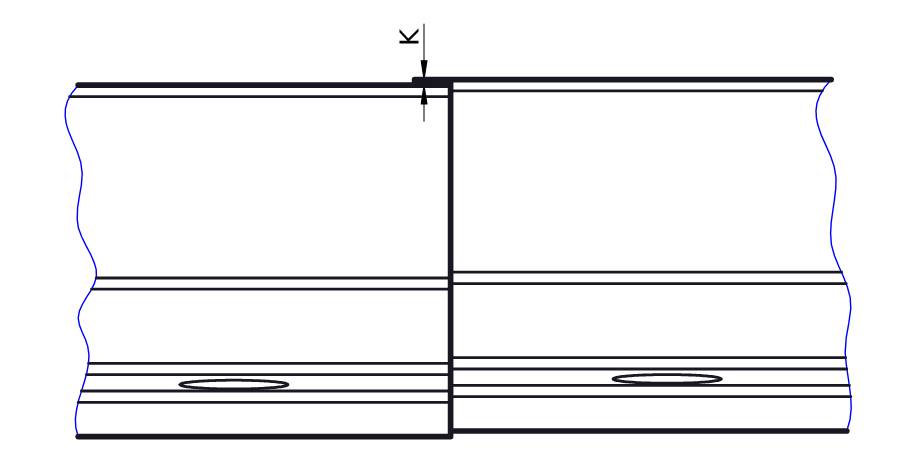
Ray yüksekliğindeki hassasiyet rayların birbirleri ile tam birleşerek kusursuz ve devamlı bir hat oluşturmasını için çok önemlidir. Birbirleri ile tam birleşen raylar tırnaklanma yapmaz, güvenli, konforlu ve sessiz bir sürüş sağlar. TS ISO 7465 standardına göre kılavuz rayın yüksekliği B tipi işlenmiş raylarda ≤0,1 mm, BE tipi yüksek kaliteli raylarda ≤0,05 mm tolerans değerlerinde olmalıdır.
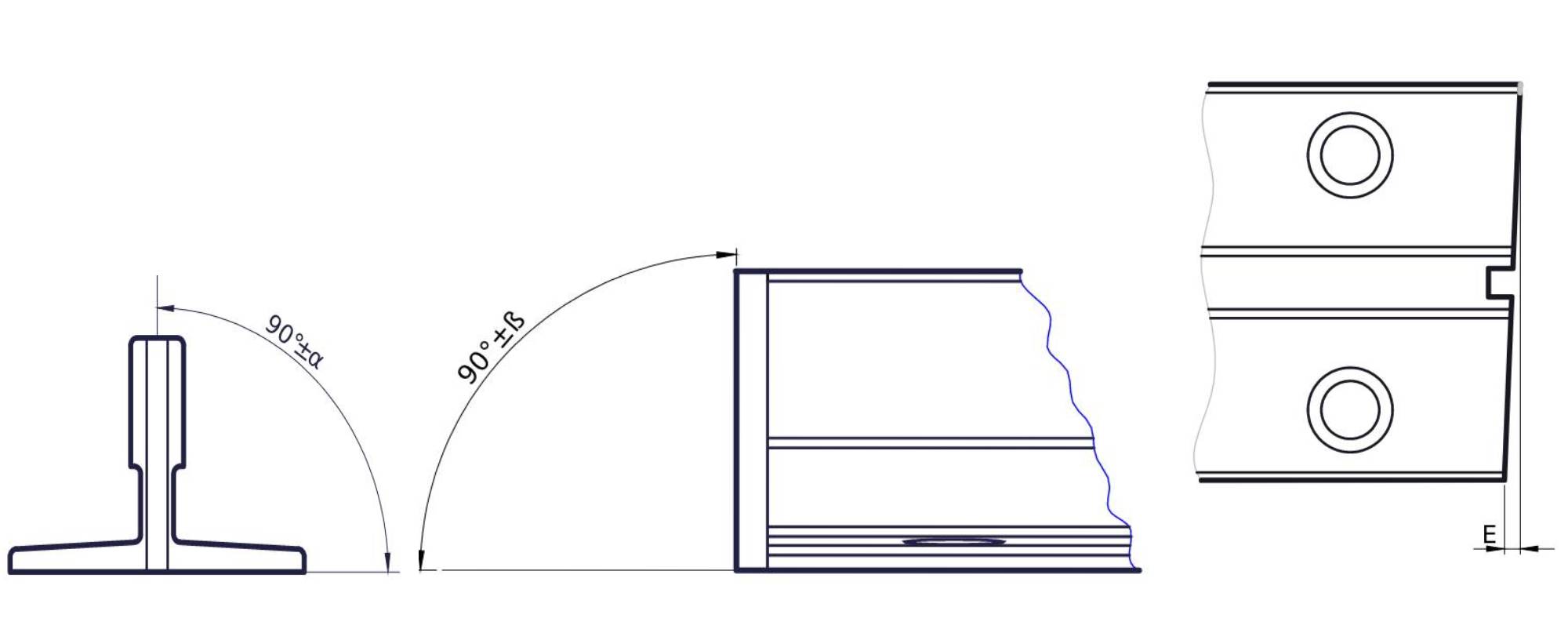
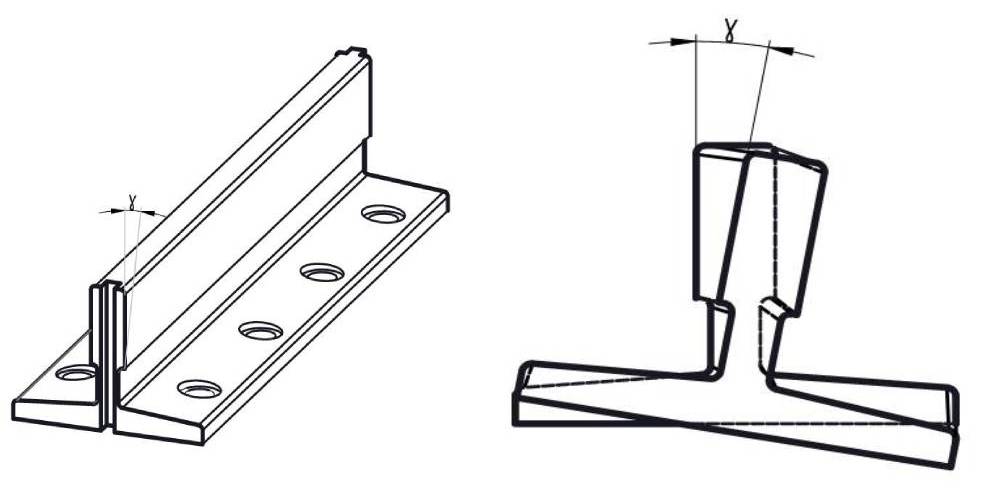
Diklik kavramında ray palasının ayak düzlemi, birleştirme kamasının ayak düzlemi yaptığı açısal fark ve bağlantı pabucu için makinada işlenmiş yüzeylerin dikliği değerlendirilmektedir. Diklik birleştirme noktalarında rayların tam uyumunu, böylelikle kabinin rahat ve titreşimsiz bir şekilde hareketini sağlar. B tipi makinada işlenmiş kılavuz raylarda tolerans miktarı 0,1 mm; BE tipi yüksek kaliteli kılavuz raylarda tolerans miktarı 0,05 mm olarak belirtilmiştir.
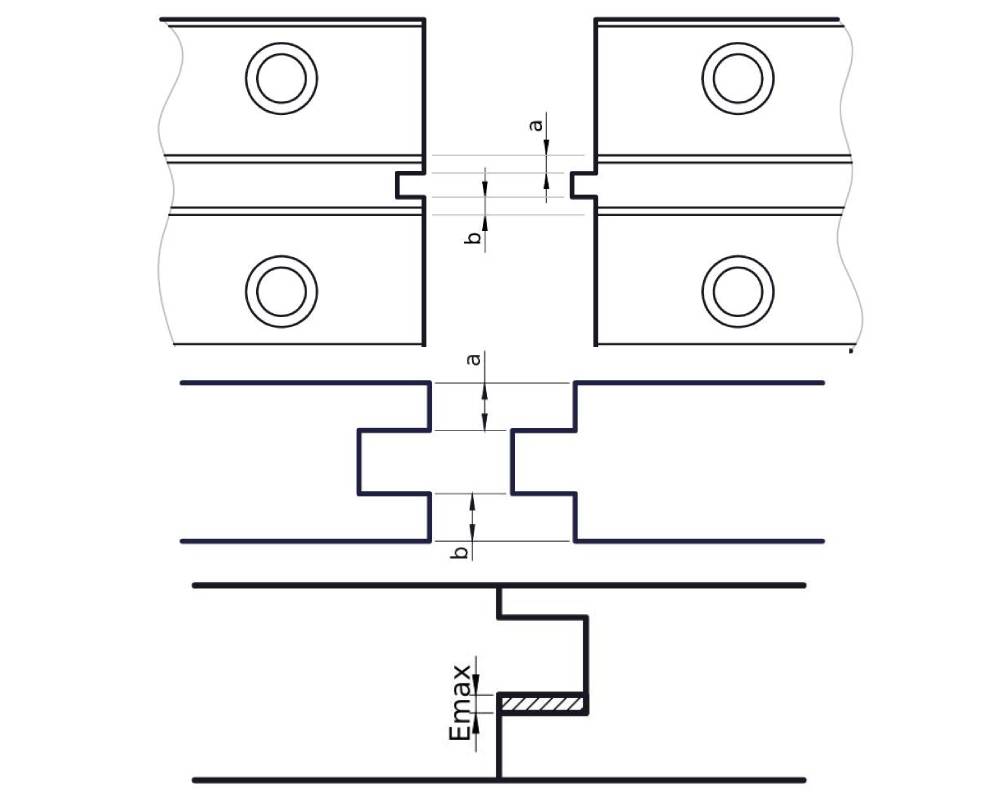
Merkezleme asansör kılavuz raylarının birleştirme kaması ve kanalının ray merkez dikey çizgisine göre simetrik olması olarak ifade edilir. TS ISO 7465 standartlarına göre B tipi işlenmiş raylarda tolerans miktarı ≤0.1mm, BE tipi yüksek kaliteli raylarda ≤0.05mm’dir.
Kama ve kanal birleştirildiğinde aradaki boşluğun B tipi raylarda 0,12 mm, BE tipi raylarda 0,06 mm’den az veya eşit olması gerekmektedir. Merkezleme birleştirme hassasiyetinde ve dolayısıyla kabinin stabil hareket edebilmesi, seyir konforunun idamesinde çok büyük etkiye sahiptir.
| Merkezleme Tolerans | İşlenmiş(B) | Yüksek Nitelik İşlenmiş(BE) |
| a-b | ≤ 0,1 mm | ≤ 0,05 mm |
| Emax | ≤ 0,12 mm | ≤ 0,06 mm |

TS ISO 7465 standardına göre ray imalatında kullanılan çeliğin çekme kuvveti 370 N/mm² ‘den az, 520 N/mm² ‘den fazla olmamalıdır. Bu sebeple makina ile işlenen raylarda E 275 B sınıfı çelik kullanılmaktadır. Fren mekanizması devreye girdiğinde asansör kılavuz rayları kabini taşıyabilecek yeterli mukavemeti sağlayabilmelidir.
Asansör kılavuz raylarının birim ağırlık değerleri TS ISO 7465’ de “kg/metre” olarak belirtilmiştir.
Örnek olarak T89/ B olan bir rayın birim ağırlığı 12,3 kg/m’ dir. Standart olarak 5 m boyunda piyasaya sunulan rayın toplam ağırlığının en az 61,5 kg olması gerekmektedir. Standart altında ağırlığı olan asansör kılavuz rayları, acil durumda kendilerinden beklenen çekme gücünü karşılayamazlar.
E 275 B çelik kullanılmaktadır.
(C): 0,14%—0,20%;
(Si): 0,19 %;
(Mn): 0,58-0,69 % ;
(P): 0,010-0,012 %;
(S): 0,010-0,021 %.
Karbon miktarı, çeliklerin mekanik özelliklerini en çok etkileyen faktördür. Karbon, çeliğin akma ve çekme mukavemetini artırır, yüzde uzamayı, şekillenebilirliği ve kaynak kabiliyetini azaltır. İşlenebilirliğin ön planda olduğu çeliklerde karbon miktarı düşük tutulmalı, dayanım değerlerinin yüksek olması gerektiği durumlarda ise çeliğin karbon içeriği yüksek olmalıdır.
Silisyum (Si): Silisyum oksijen giderici olarak kullanıldığı için çelik içinde yer alır.
Mangan (Mn): Mangan da karbon gibi çeliğin gücünü ve sertliğini arttırır. Manganın en önemli özelliği kükürtle MnS bileşiği yapması ve demir kükürt FeS bileşiği oluşumunu engellemesidir.
Fosfor (P): Fosfor çeliğin akma ve çekme dayanımını arttırır, yüzde uzamayı ve eğme özelliklerini çok fazla azaltarak, talaşlı şekillendirme kabiliyetini arttırır.
Kükürt (S): Akma ve çekme mukavemetine etkisi yok denecek kadar azdır. Fakat malzemenin yüzde uzamasına ve tokluğuna etkisi çok fazladır. Kükürt malzemenin tokluğunu ve sünekliğini önemli ölçüde azaltır.
Çeliğin sertliği, emniyet mekanizmasının devreye girdiğinde yeterli sürtünme kuvvetini kazanmasını sağlar.

Kumlama, metalin zamanla pas ve korozyona uğramasından dolayı üzerindeki yağ, kir, pas ve korozyonu kaldırıp boyama işlemi ile metalin kullanım ömrünü uzatmak için uygulanan bir yöntemdir. Kumlama işlemi, özel imal edilmiş grit adında çeşitli aşındırıcı maddelerle yapılır. Kumlama , metal yüzeyinde görünen ya da mikronize boyutlardaki pas ve korozyonu yok etmekle birlikte, metalin özünü ortaya çıkarmaktadır. 360° tam kumlama sayesinde yüzey temizlenerek, boyanın yüzeye tam olarak yapışması sağlanır.

Asansör kılavuz raylarının ayak bölümüne oksidasyona ve pasa karşı koruma amaçlı olarak boya uygulanmaktadır.
| Korozyon Önleyici Yağlar* | |||
| Tip | Kalınlık | Dışarıda/Ay | içeride/Ay |
| CORES DF-5 (Yağ) | 2-10 µ | 6 | 12 |
| CORES DF-10(Yağ) | 4-20 µ | 9 | 12 |
| CORES 36 (Vaks) | 40-50 µ | 6-24 | 12-36 |
| *Bilgiler çevredeki nem ve tuzluluk oranına göre değişiklik gösterebilir. | |||

Müşteri lojistik ve ürün güvenlik ihtiyaçlarını karşılayacak şekilde değişik şekillerde paketleme yapılabilmektedir. Deniz yolu ile nakledilecek ürünlerde özel paketleme yapılmaktadır. Ürün başlarına takılan koruyucu başlıklar montaj sahasına kadar ürünün nakliye esnasında mazur kalabileceği uç hasarlarını engeller. Paketlerimiz hava almayacak şekilde kapatılmakta, içindeki nem silica jeller ile yok edilerek korozyon engellenmektedir.
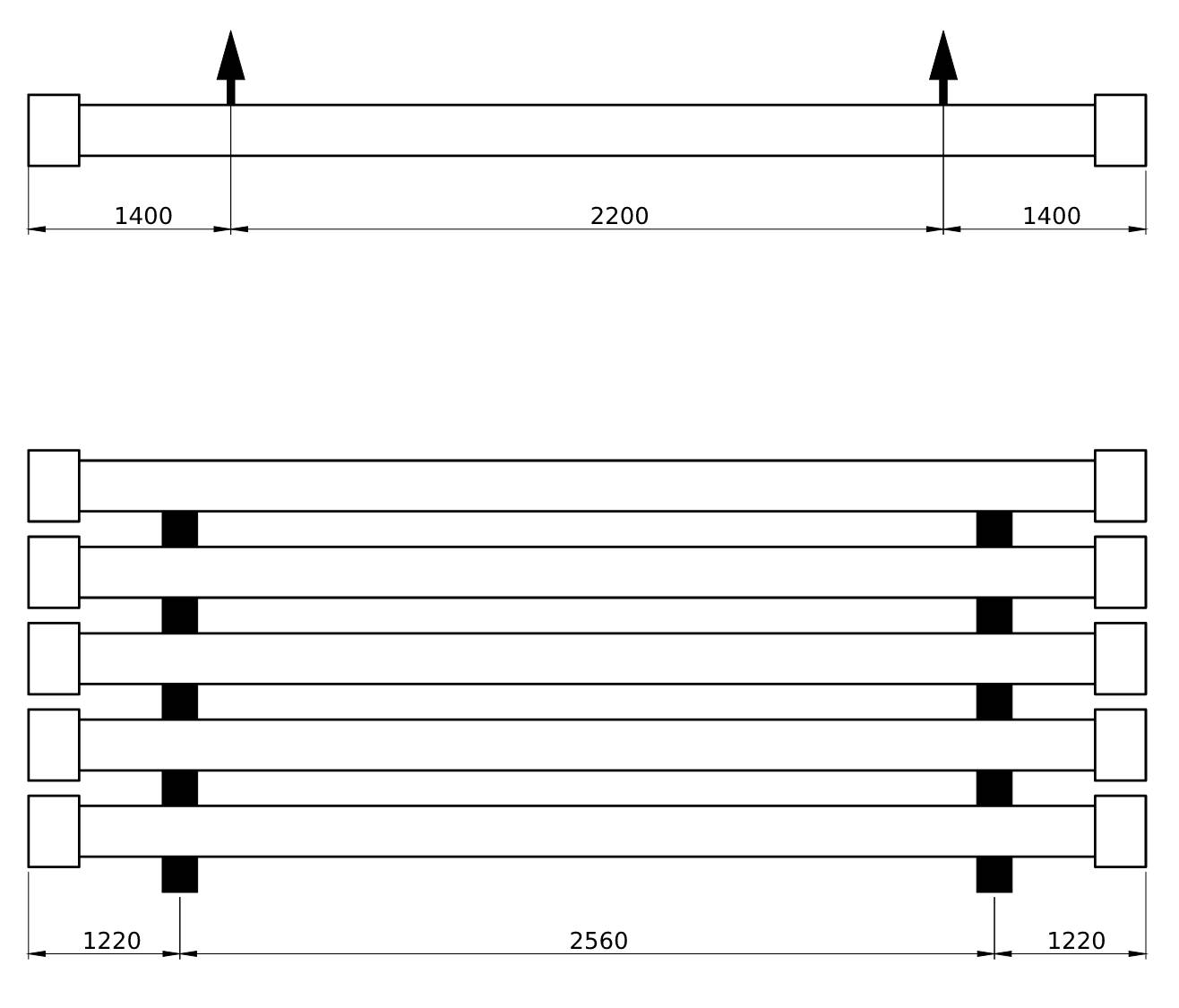
Paketler forklift veya vinç yardımıyla iki noktasından desteklenerek kaldırılmalıdır. İki tutma yeri arasındaki mesafe en az 220 cm, tutma noktaları paket uçlarından 140 cm uzakta olmalıdır. Paketlerin tek tek taşınması tavsiye edilir.
Paketler yatay olarak paletler üzerinde depolanmalıdır. Üst üste birden fazla sıra yapılmak istenildiğinde her sıra arasına palet yerleştirilmeli, paletler ve paket uçları dikey olarak aynı hizada olmasına özen gösterilmelidir. Uygun şekilde depolama, rayların kalıcı hasar görmemesi ve doğruluklarını kaybetmemeleri için çok önemlidir.
Paketler direk güneş ışığından ve yağıştan korunmalıdır. Paketler ağzı kapalı bir şekilde, sundurma altında veya kapalı bir alanda depolanmalıdır. Depolama sıcaklığı 5℃-40℃ arasında olmalıdır.
Raylar tek tek taşınırken çevredeki objelere çarpmamasına dikkat edilmeli, koruyucu başlıklar sadece montaj öncesinde çıkarılmalıdır.
CNCRAY, yazılı özellikleri bildirimsiz değiştirme hakkını saklı tutar.
CNCRay olarak, kalite standardını bozmadan “kusursuzluk” ilkesiyle profesyonel üretim yapıyoruz ve her üründe mükemmelliği tüm detaylara yansıtıyoruz.
Copyright © CNCRay 2022, Tüm hakkı saklıdır.
